
Тэрмаўсаджвальная ізаляцыйная трубка

Ужыванне
1.Выкарыстоўваецца для сярэдняга напружання да 36 кВ
2.Абарона ад вільгаці і ціску
3.Падыходзіць для заканчвання кабеля і абароны ізаляцыі прамежкавага злучэння
Асаблівасць
1. Плаўкі клей забяспечвае лепшую воданепранікальнасць
2. Тып пакрыцця: плёнкавае пакрыццё
3.Выдатная ўстойлівасць да карозіі
4. Устойлівасць да ультрафіялету і атмасферных уздзеянняў
5.Без галагенаў
6.Superior электрычныя і механічныя ўласцівасці
7.Каэфіцыент ўсаджвання 3:1
8.Сярэдняя сценка
Асаблівасць
1. Пераважная функцыя электрычнага прыбора
2.Надзейная ізаляцыя
3.Superior герметычнасць
4. Выдатная цепла/холадаўстойлівасць, воданепранікальнасць, анты-старэнне,
5. Шырока выкарыстоўваецца ў галіне электраэнергетыкі, электронікі, нафты, хімічнага машынабудавання, будаўніцтва і сувязі
Вытворчасць тэрмаўсаджвальных трубак павінна спачатку выбраць адпаведную маткавую сумесь, а затым выбраць дапаможныя матэрыялы для вытворчасці канкрэтных
Корпус цеплавога корпуса.
1. Працэс вытворчасці тэрмаўсаджвальнай трубкі - гэта, перш за ўсё, вытворчасць маткавай сумесі поліенавых п'явак: камбінаванне розных базавых матэрыялаў поліенавых п'явак з рознымі функцыянальнымі дапаможнымі матэрыяламі.
Матэрыялы ўзважваюцца ў адпаведнасці з суадносінамі формулы, а затым змешваюцца: змешаныя матэрыялы змяшчаюцца ў двухшнековый экструдар і гранулююцца з атрыманнем маткавай сумесі поліенавай п'яўкі.
2. Працэс фармавання прадукту: у залежнасці ад формы прадукту можна выкарыстоўваць два метады аднашнекавай экструзіі і ліцця пад ціскам.
Для апрацоўкі і вытворчасці:
1. Аднашнекавы экструзійны тып: у асноўным выкарыстоўваецца для экструзійнага фармавання цеплаадводных труб, такіх як аднасценныя тэрмаўсаджвальныя трубы, двухсценныя тэрмаўсаджвальныя трубы з клеем і сярэдняй таўшчыні.
Насценныя цеплаадводныя трубы, цеплаадводныя трубы з шынамі высокага ціску, высокатэмпературныя тэрмаўсаджвальныя трубы і іншыя вырабы апрацоўваюцца і фармуюцца метадам аднашнекавай экструзіі.
Лінія па вытворчасці термоусаживаемых трубак павінна мець наступнае абсталяванне: экструдар (для фармавання трубак з цеплаадводам), вытворчая форма, рэзервуар для астуджальнай вады, прылада нацягвання і
Дыскавая прылада і інш.
2. Ліццё пад ціскам: у асноўным выкарыстоўваецца для вытворчасці термоусаживаемых дэталяў спецыяльнай формы, такіх як каўпачкі радыятараў, термоусаживаемые спадніцы парасонаў, термоусаживаемые ложачкі і іншыя вырабы.
Усе яны выкарыстоўваюць ліццё пад ціскам, а вытворчае абсталяванне павінна ўключаць машыны для ліцця пад ціскам і формы для ліцця пад ціскам.
3. Наступным важным крокам з'яўляецца радыяцыйнае сшыванне.Прадукты, атрыманыя шляхам экструзіі або ліцця пад ціскам, па-ранейшаму з'яўляюцца лінейнымі малекулярнымі структурамі.
Структура, прадукт яшчэ не мае «функцыі памяці», і прадукцыйнасць тэрмаўстойлівасці, устойлівасці да старэння і зносаўстойлівасці недастаткова.
Змяніць малекулярную структуру прадукту.Метад, які мы звычайна выкарыстоўваем, - гэта мадыфікацыя сшывання радыяцыяй: сшыванне выпраменьвання паскаральніка электронаў, выпраменьванне крыніцы кобальту
Сшыванне, перакіснае хімічнае сшыванне, у гэты час малекула змяняецца з лінейнай малекулярнай структуры на сеткавую.Экструдаваныя вырабы праходзяць
Пасля сшывання ён мае «эфект памяці», які значна павышае тэрмаўстойлівасць, механічныя і хімічныя ўласцівасці тэрмаўсаджвальнай трубкі.Канкрэтны стол
Цяпер трубка радыятара перайшла са стану талерантнасці да несумяшчальнасці, устойлівасці да старэння, устойлівасці да ізаляцыі і ўстойлівасці да хімічнай карозіі.
4. Экспансійнае фармаванне: прадукт, мадыфікаваны радыяцыйнай сшыўкай, ужо валодае «эфектам памяці формы» і мае высокую
Прадукцыйнасць не плавіцца пры тэмпературы.Пасля награвання пры высокай тэмпературы, прадзьмуху вакуумам і астуджэння, гэта становіцца гатовай тэрмаўсаджвальнай трубкай, а затым у адпаведнасці з трубкай
Фактычнае становішча ўпакоўкі і закрыцця гатовай прадукцыі таксама можна выразаць і раздрукаваць у адпаведнасці з патрэбамі кліента.Таксама даступная звычайная нейтральная ўпакоўка.
Прадукцыйнасць
| Тэст | Метад выпрабаванняў | Патрабаванне |
| Працоўная тэмпература | UL 224 | -50 да +125 ℃ |
| Трываласць на разрыў | ASTM D 2671 | ≥14 МПа |
| Падаўжэнне пры разрыве | ASTM D 2671 | >400% |
| Падаўжэнне пры разрыве пасля тэрмічнага старэння | ASTM D 2671 158 ℃/168 гадзін | ≥300% |
| Падоўжная ўсаджванне | UL 224 | 0±5% |
| Частковая стаўка сценкі | ASTM D 2671 | <30% |
| Вогнеўстойлівасць | VW-1 | пас |
| Аб'ёмнае ўдзельнае супраціўленне | IEC 93 | >1014Ω.м |
| Стабільнасць медзі | UL224 | пас |
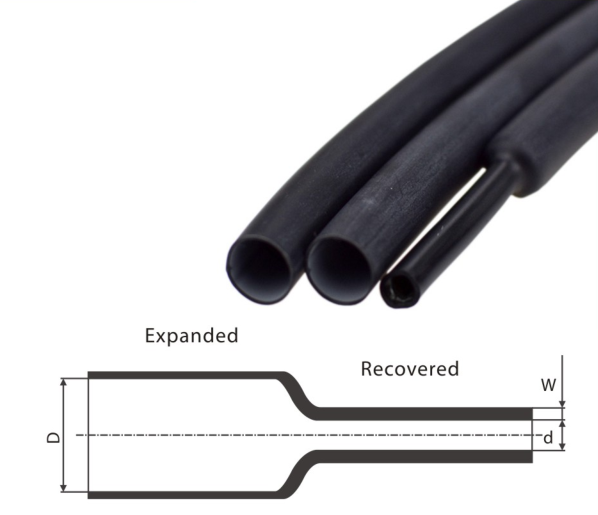
| Тып | Дыяпазон прымянення (мм) | Пашыраны (мм) | Адноўлены (мм) | |
| D (хв.) | d (макс.) | Вт (хв.) | ||
| RSG-15/5 | 4,5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6,5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6,5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





